


小店推客分銷,實操運營課
從0到1搭建微信小店分銷體系
5大模塊,20節精講,購課包郵送書
 掃碼學習
掃碼學習


視頻號違禁詞
視頻號直播違禁詞及違規行為
點擊查看微信小店手冊
微信小店帶貨運營手冊,快速入局
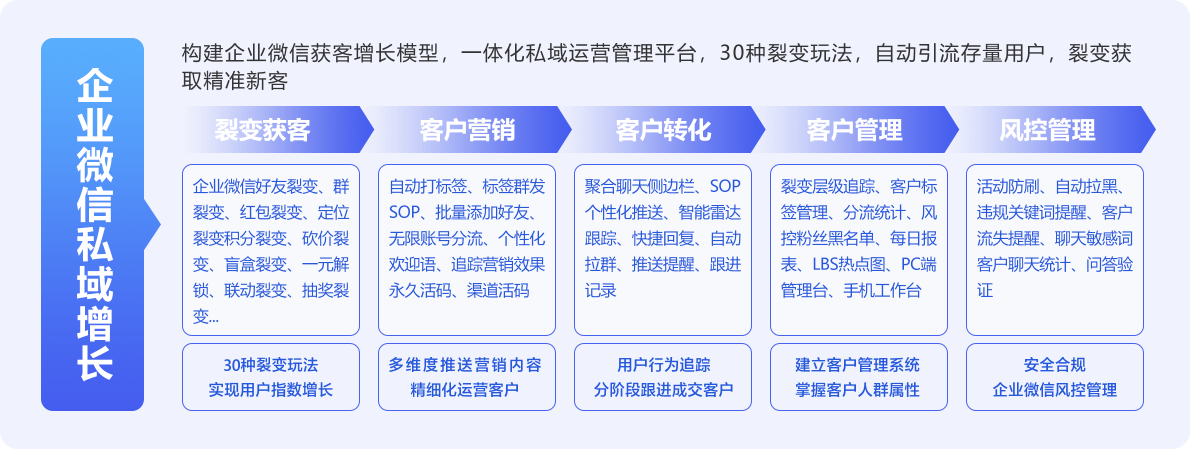
點擊查看企微全行業增長玩法
盤點行業最全企微私域獲客玩法
點擊查看裂變活動SOP文檔
10套活動執行內部絕密文檔
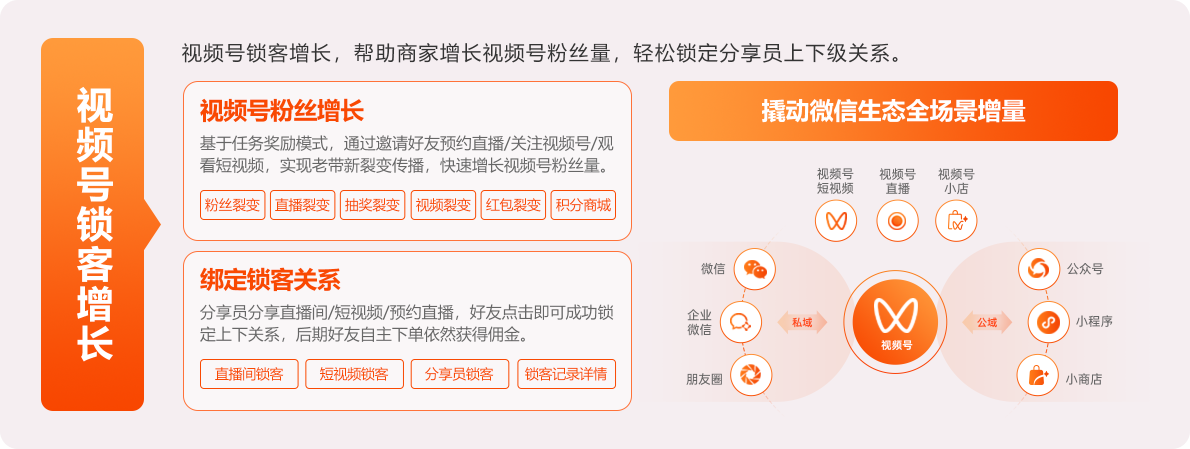
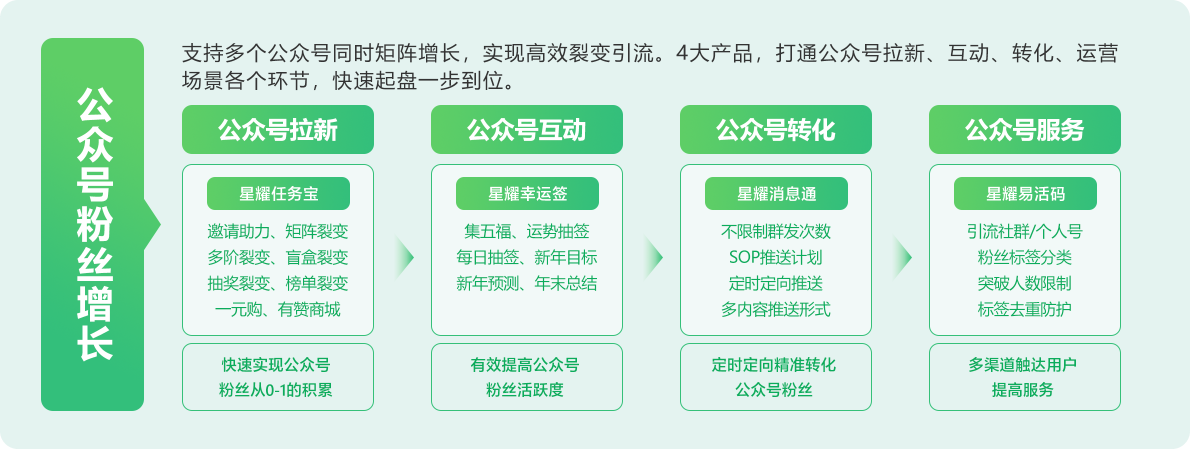
點擊查看星耀裂變四大增長引擎
實現微信生態全渠道多場景快速增長
十年專注微信私域增長,各行業增長案例


首場直播,通過直播裂變,實現場觀7000+




一體化私域增長運營平臺
構建微信生態獲客增長模型,打造裂變分享、私域轉化、私域管理為一體的增長閉環
渠道宣發
微信生態
線上公域
線下公域
裂變分享
企業微信
視頻號
公眾號
私域轉化
消息群發
用戶分層
用戶標簽
用戶轉化
私域管理
客戶管理
社群管理
3V1全程跟蹤服務
運營團隊+售后團隊+銷售團隊
新手教學服務
快速學習私域增長底層邏輯
免費持續升級
無需二次付費,免費使用新玩法新功能
9年行業經驗
獨家優勢,更懂微信生態
技術安全可靠
系統平均響應小于500毫秒
行業年度峰會
快速了解行業最新動向
各行業領先企業都在用星耀裂變
強大的研發實力,專業的策劃團隊支持
來自互聯網優秀的技術研發團隊,打造安全穩定可用的系統
系統可用性
99.99%
數據可靠性
99.99%
系統平均響應
<500毫秒
安全穩定
多年技術積累,混合云部署, 云防火墻,多地互備,服務治 理,彈性伸縮能力,全方位監 控,為平臺上萬家企業保駕 護航。
極致體驗
從用戶體驗角度出發,設計 符合用戶需求的前端頁面, 提升用戶體驗感,讓玩法 更清晰,流程更簡潔,后臺 操作可視化,更易上手學習。 減少學習時間。
高效服務
全程3V1售后服務小組,為商 家提供全程的活動策劃、海報 設計、活動跟蹤、風控監測。 以服務為核心理念,以技術配 合營銷方案,發揮裂變的最大 效力,降低獲客成本。
ISO27001信息安全
認證
企業微信官方
認證
政府高新技術企業
認證
ISO9001質量體系
認證
企業信用登記認證
(AAA)
研發軟件著作權
證書
掃碼添加我的微信,領取新人專享福利↓
視頻號直播違禁詞
10套活動執行sop文檔
1000+全行業海報合集
100個運營人必備工具
前BAT增長操盤手1對1指導
星耀裂變工具體驗權限


 工商營業執照
工商營業執照